Die prinzipielle Machbarkeit eines wirkmedienbasierten Presshärteprozesses wurde anhand von Realversuchen nachgewiesen. Dabei hat sich ergeben, dass die Kombination der Verfahren Presshärten und Innenhochdruck-Umformung für die Stahlwerkstoffe LH800, 34MnB5 und MW1000L möglich ist. Die Wiederholgenauigkeit für den Prozess konnte für die Werkstoffe LH800 und 34MnB5 bewiesen werden, wohingegen mit MW1000L bei gleichen Prozessparametern keine konstanten Ergebnisse erzielt werden konnten.
Die Taktzeit für den Prozess, beinhaltend Handling, IHU, Kühlung und Entnahme, betrug 40 s. Die Erwärmung der Halbzeuge erfolgte konvektiv in einem Kammerofen. Versuche mit einer Induktionsanlage haben gezeigt, dass sich mit diesem Temperierungsverfahren kürzere Erwärmungszeiten bei verringerter Zunderbildung am Werkstück realisieren lassen.
In der Anwendung pressgehärteter, mit Wirkmedium umgeformter Bauteile ergeben sich vor allem in der Automobilzulieferindustrie vielfältige Einsatzmöglichkeiten, aber auch in alternativen Branchen wie z.B. der Anlagen- und Kraftwerkstechnik oder in der Bauindustrie.
Aktualisiert: 2019-10-09
> findR *
Durch den Einsatz geeigneter Blechbeschichtungen in Kombination mit neu entwickelten Werkzeugbeschichtungen kann - ohne zusätzliche Schmierstoffe zu verwenden - der Werkzeugverschleiß beim Presshärten von borlegierten Stählen verringert und dadurch eine wirtschaftlichere Fertigung von hochfesten Blechbauteilen ermöglicht werden. Auf Basis der erzielten Ergebnisse ist es Unternehmen der Blech verarbeitenden Industrie möglich, das Verfahren Presshärten mit reduziertem finanziellem Aufwand und verbesserter Bauteilqualität zu realisieren. Davon profitiert vor allem die Automobilindustrie mit ihrem hohen Bedarf an pressgehärteten Bauteilen.
Aktualisiert: 2019-10-09
> findR *

Es sollte in einer umfangreichen experimentellen Parameterstudie das Rückfederungsverhalten von Feinblechen unter definierten Tief- und Streckziehbedingungen untersucht werden, d.h. bei einer Kombination aus Biegung mit ein- bzw. zweiaxialer Zugspannungsüberlagerung. Dies sollte in einem Modellziehversuch geschehen, der eine definierte Überlagerung von Biege- und Zugumformung gewährleistet, um so die Einflüsse verschiedener Parameter besser voneinander getrennt untersuchen zu können, als dies bei komplexen Realwerkzeuggeometrien möglich ist.
Zur Abbildung dieser komplexen Umformbedingungen wurde für die experimentellen Untersuchungen ein Modellversuch "Hutprofilziehen mit Zugspannungsüberlagerung" im Rahmen dieses Vorhabens konzeptionell entwickelt und maschinentechnisch realisiert. Mit diesem Modellversuch ist es wie gefordert möglich, der Biegeumformung an den Werkzeugradien definierte ein- und zweiaxiale Zugspannungen in der Blechebene zu überlagern.
Die vorgestellten experimentellen Ergebnisse liefern damit konkrete Aussagen zur rückfederungsbeeinflussenden Wirkung einzelner Verfahrensparameter.
Weiterhin konnten geeignete Strategien zur verfahrenstechnischen Beeinflussung der Rückfederungen aufgezeigt werden. Zielsetzung weiterer Forschung sollte eine bauteilspezifische Übertragung dieser Modellversuchsergebnisse auf Realbauteilgeometrien sein. Außerdem sollte auf der Basis der erarbeiteten Grundlagen in Zukunft das numerische Experiment zur Analyse der Rückfederungen verstärkt eingesetzt werden.
Aktualisiert: 2022-02-08
> findR *
Geschweißte pressgehärtete 22MnB5- Feinbleche nehmen auf unterschiedliche Weise diffusiblen Wasserstoff auf. Zur Überprüfung pressgehärteter Stähle auf Anfälligkeit zu wasserstoffunterstützter Kaltrissbildung (HACC) wird ein Kaltrissprüfverfahren dargestellt. Es bildet eine Basis zur Gefährdungsabschätzung durch Wasserstoff für hochfeste Stähle und bildet eine notwendige Erweiterung des SEP 1970.
Aktualisiert: 2019-10-09
> findR *

Mit dem Aushalsen runder und unrunder Durchzugsformen an Rohren und gewölbten Blechhalbschalen liegen dem Bericht zwei Schwerpunkte zugrunde. Für runde Aushalsungen stand dabei die Schaffung allgemeingültiger Berechnungsgrundlagen im Mittelpunkt der Untersuchungen, die dem Anwender eine Vorausbestimmung der Verfahrensparameter Aushalshöhe, Vorlochabmessungen und Kraftbedarf erlauben.
Begleitend dazu wurden Untersuchungen zur weitergehenden Optimierung der Vorlochgeometrie und zur Vergrößerung der Aushalshöhe durchgeführt. Zur Berechnung der Vorlochgeometrie bei runden und rechteckigen Rohraushalsungen wurde ein Berechnungsprogramm geschaffen, das aus der Vorgabe der Vorlochachsen und des Aufweitungsfaktors die automatische Berechnung der Vorlochgeometrie vornimmt. Für dreieckige Rohraushalsungen wurde ein Berechnungsprogramm zur Veränderung der geometrisch berechneten Vorlochkontur entwickelt, das die Veränderung von Geraden und Radien einer zuvor mit x-y-Koordinaten berechneten Kontur möglich macht.
Für rechteckige und dreieckige Rohraushalsungen wurden auf Grundlage der geometrischen Vorlochberechnung prinzipielle Abhängigkeiten qualitativ dargelegt. Aus den experimentellen Untersuchungen zu den unrunden Aushalsungen werden Ergebnisse hinsichtlich der Formänderungsverteilung, dem Kraft-Weg-Verlauf, der Form- und Maßabweichungen und zur Werkzeuggestaltung dargelegt. Es konnte herausgearbeitet werden, daß die Halbkugelform des Werkzeuges für das Rohraushalsen die besten Umformergebnisse ermöglicht. Neben einer verbesserten Formhaltigkeit der Aushalsungswand und einem geringeren Kraftbedarf ist vor allem die Formänderungsverteilung am günstigsten. Am Aushalsungsrand treten geringere maximale Vergleichsformänderungen auf.
Weiterhin werden die an den rißgefährdeten Bereichen angrenzenden Zonen stärker in die Umformung einbezogen, so daß größere maximale Aushalshöhen erreichbar sind. Beim Rohraushalsen unrunder Durchzüge ist es besonders wichtig halbkugelförmige Werkzeuge einzusetzen, da diese durch eine Beeinflussung der Richtung der Kontaktzonenausbreitung erheblich größere Aushalshöhen ermöglichen. Durch eine partielle Werkzeugschmierung kann diese Wirkung noch zusätzlich unterstützt werden. Dabei werden die geraden Seiten des Aushalswerkzeuges mit Schmierstoff versehen, während die Eckenbereiche "trocken" bleiben. Dadurch werden in den geraden Seiten der Aushalsungswand größere tangentiale Formänderungen ermöglicht und an den Eckenbereichen behindert. Der Reibungszustand "trocken" in den Eckenbereichen bewirkt hingegen etwas geringere Formänderungen, wodurch die Neigung zum Werkstoffversagen vermindert wird.
Aktualisiert: 2022-02-08
> findR *
Ziehstäbe dienen der Steuerung des Werkstoffflusses beim Tiefziehen großflächiger unregelmäßig geformter Blechteile. Sie sollen auftretende Spannungsunterschiede ausgleichen und so Versagensfällen entgegenwirken. Ihre Dimensionierung (Ziehstabauswahl) erfolgt heute meist auf der Grundlage langjähriger Erfahrungswerte während des Herstellungsprozesses des Werkzeuges.
Im Rahmen dieses Forschungsprojektes wurden Grundlagen für die Dimensionierung von Ziehstäben geschaffen, die schon im produktionsvorbereitenden Stadium eingesetzt werden können.
Bei experimentellen Untersuchungen wurden die Bremskräfte von 6 verschiedenen Ziehstabgeometrien bestimmt. Dabei kamen vier unterschiedliche Stahlwerkstoffe in jeweils drei Blechdicken zum Einsatz. ln Auswertung der Versuche wurden Abhängigkeiten der durch Ziehstäbe hervorgerufenen Bremskräfte von Geometrie, Werkstoff und Blechdicke dargestellt.
Neben den experimentellen Untersuchungen wurde eine FEM-Simulation für den Durchlauf eines Blechstreifens durch eine halbrunde Ziehstabkontur durchgeführt...
Aktualisiert: 2022-02-08
> findR *

Mit der vorliegenden Arbeit konnten die eigentlichen Ursachen für die Maßungenauigkeiten und Eigenspannungsentstehungen beim Scherschneiden in Folgeschneidwerkzeugen aufgezeigt, und damit die Grundlage für nachfolgende Untersuchungen geschaffen werden.
Bevor die Einflüsse der Schneidparameter auf die Werkstückqualität und die Eigenspannungen untersucht werden konnten, wurden Versuche zu unterschiedlichen Eigenspannungsmeßverfahren durchgeführt.
In vorangehenden Versuchen hatte sich gezeigt, daß die röntgenographische Spannungsmessung für einige Elektrobleche durchaus einsetzbar ist, sofern mit Mo-Strahlung gearbeitet und an der [732+651]-Ebene gemessen wird.
Außerdem war es möglich, eine qualitative Übereinstimmung zwischen dieser zerstörungsfreien Meßmethode und dem bei diesen Untersuchungen ebenfalls eingesetzten Zerlegeverfahren (DMS - Messung) nachzuweisen.
Die Messungen an Praxisteilen aus der Rotor - und Statorfertigung ließen erkennen, wie die einzelnen mit einem Folgeschneidwerkzeug hergestellten Schnitte den Spannungszustand beeinflussen. Dabei wurde deutlich, daß das Nutenstanzen mit Stempelgeometrien, die zahlreiche Ecken aufweisen, immer zusätzliche Spannungen in das Blech einbringt. Wird dagegen das Zentralloch geschnitten bzw. der Rotor- oder Stator ausgeschnitten, führt dieses einerseits zum Abbau der Spannungen im Restmaterial, andererseits aber auch zu teilweise großen Maßabweichungen. Diese werden durch den Schneidvorgang selbst hervorgerufen und sind nicht durch die aus der vorangehenden Werkzeugstation im Blech vorhandenen Spannungen zu erklären.
Betrachtet man die rotationssymmetrischen Nutenstanzungen isoliert, ist es möglich, einen Zusammenhang zwischen eingebrachten Stegspannungen und der bezogenen Schnittlinienlänge herzustellen.
Optimierungsversuche an den peripheren Geräten - Haspel, Richtapparat, Einlauf- und Auslaufhilfen- führten in weiten Bereichen fast immer zu Vorschubproblemen bzw. allgemein zu Transportproblemen in der Stanzanlage.
Diese zeigten sich als sehr sensibel und sollten hinsichtlich dieser Problematik in weiterführenden Arbeiten untersucht werden.
Anschließende Versuchsreihen mit Einzelstempeln ergaben, daß bei runden Stempelgeometrien generell ein Spannungsabbau im Lochblech stattfindet, unabhängig davon, ob die Niederhalterkraft oder der Schneidspalt variiert wurden. Die Butzen weisen dagegen einen mit größer werdendem Schneidspalt zunehmenden Biegespannungszustand auf. Die Niederhalterkraft FN zeigte dagegen keinen signifikanten Einfluß auf den Spannungszustand, unabhängig ob mit Abstreifer FN =0 oder mit Niederhalter, FN >0 geschnitten wurde...
Aktualisiert: 2022-02-08
> findR *
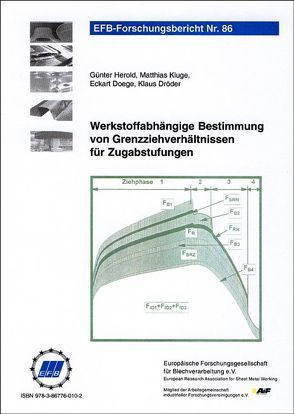
Im Rahmen dieser Arbeit wurden experimentelle und theoretische Untersuchungen zur Bestimmung des werkstoffabhängigen Grenzziehverhältnisses beim Tiefziehen im Weiterschlag durchgeführt.
ln den experimentellen Untersuchungen wurde das Grenzziehverhältnis im Weiterschlag sowie das in zwei Zügen erreichbare Gesamtziehverhältnis in Abhängigkeit des Ziehverhältnisses aus dem Erstzug sowie des Blechwerkstoffs ermittelt. Dazu wurden die Verläufe der Stempelkraft über dem Ziehweg erfaßt.
Das Tiefziehen im Weiterschlag wurde als die Abfolge von vier charakteristischen Ziehphasen definiert, die unabhängig von den gewählten Versuchsparametern anhand des Kraft-Weg-Verlaufs differenziert werden können. Die Einflüsse der geometrischen Veränderlichen (Ziehverhältnis im Erst- und Weiterzug, Stempelkantenradius, Ziehringradius, Einzugwinkel) sowie der werkstoffspezifischen Kennwerte auf den Kraft-Weg-Verlauf wurden für jede der definierten Ziehphasen qualitativ und quantitativ erfaßt.
Es konnte festgestellt werden, daß im Weiterschlag ein um so größeres Grenzziehverhältnis zu erreichen ist, je kleiner das Ziehverhältnis im Anschlagzug gewählt wird. Weiterhin war eine deutliche Abhängigkeit des Grenzziehverhältnisses im Weiterschlag vom verwendeten Werkstoff zu beobachten. Die maximalen Gesamtziehverhältnisse in zwei Zügen lagen dabei im Bereich von ßges.max=2,48 bis 2,84.
Die experimentell ermittelten Grenzziehverhältnisse wurden den Ergebnissen aus existierenden Berechnungsansätzen zur Ermittlung des Grenzziehverhältnisses im Weiterschlag gegenübergestellt. Es zeigte sich, daß eine hinreichend genaue Vorherbestimmung des Grenzziehverhältnisses im Weiterschlag unter Berücksichtigung des Ziehverhältnisses aus dem Erstzug bisher nicht gewährleistet ist.
Aufgrund der mangelnden Übereinstimmung von berechneten und experimentell ermittelten Grenzziehverhältnissen wurde eine neue Berechnungsbeziehung auf der Basis experimenteller Werte entwickelt, die im Gegensatz zu den bekannten Ansätzen eine Berücksichtigung der Werkstoffabhängigkeit des Grenzziehverhältnisses im Weiterschlag durch Einbeziehung der Werte für die mittlere senkrechte Anisotropie rm, den Verfestigungsexponenten n, die Streckgrenze Rpa.2 sowie die Zugfestigkeit Rm gewährleistet. Für die untersuchten Werkstoffe besitzt der neue Berechnungsansatz im Spektrum ß1=1,5 ... 2,1 eine maximale Abweichung von 4,5%, wobei für den Großteil der berechneten Werte eine Abweichung von weniger als 2,5% ermittelt wurde.
In den theoretischen Untersuchungen wurde ein Verfahren zur rechnerunterstützten Ermittlung des Grenzziehverhältznisses auf Basis der elementaren Plastizitätstheorie entwickelt. Die Berechnung erfolgt unter Nutzung der berechneten Stempelkraft-Weg-Verläufe sowie der an der rißgefährdeten Stelle des Ziehteils maximal übertragbaren Stempelkraft, wodurch der Vergleich zwischen der durch den Umformprozeß erzeugten und der vom Ziehteil an der rißgefährdeten Stelle gerade noch übertragbaren Kraft ermöglicht wird. Zur Berechnung der Stempelkraft über dem Ziehweg wird die vom Stempel auf den Ziehteilboden übertragene und durch die entstehende Zarge in die Umformzone eingeleitete Kraft nach der Art ihres Entstehens in ihren Einzelbestandteilen analysiert. Bezogen auf die gemessene maximale Stempelkraft wird mit dem Rechenmodell im Bereich des Kraftanstiegs bis zum Erreichen des Kraftmaximums eine relative Abweichung von 4% bis 5% erreicht.
Für die Berechnung der maximal übertragbaren Ziehkraft werden drei Methoden vorgestellt und hinsichtlich ihrer Berechnungsgenauigkeit verglichen.
Bei der ersten Methode wird die maximal übertragbare Ziehkraft mit der Bodenreißkraft gleichgesetzt, die unter Nutzung des empirisch ermittleten Abreißfaktors bestimmt wird. Da der Abreißfaktor anhand der gemessenen Reißkräfte ermittelt wurde, ergibt sich eine sehr gute Berechnungsgenauigkeit Die Übertragbarkeit auf andere mehrstufige Tiefziehprozesse ist dabei jedoch nicht gewährleistet.
ln dem zweiten Ansatz wird die maximal übertragbare Ziehkraft unter den Annahmen berechnet, daß sich die rißgefährdete Stelle des Ziehteils am Übergang zwischen Stempelradius und Ziehteilzarge befindet und an diesem Ort ein ebener Formänderungszustand vorliegt. Im Gegensatz dazu werden bei der Berechnung nach der dritten Methode der tatsächlich vorliegende Formänderungs- und Spannungszustand sowie die Reibbedingungen an der rißgefährdeten Stelle des Ziehteils erfaßt.
Die nach Methode 2 und 3 berechneten Krafte weisen eine mittlere Abweichung von 5,8% bzw. 2,8% von den gemessenen Reißkräften auf. Insbesondere bei Verwendung von Methode 3 kann folglich das Grenzziehverhältnis im Weiterschlag mit einer guten Genauigkeit berechnet werden.
Durch die Simulation der Stempelkraft über dem Ziehweg ist die Auslegung abgesetzter Tiefziehteile möglich, indem der maximale Ziehweg berechnet wird, bei dem die Stempelkraft die maximal übertragbare Ziehkraft übersteigt. ln der Praxis können somit abgesetzte Ziehteile mit einem größeren als dem Grenzziehverhältnis gezogen werden, wodurch die Zahl der erforderlichen Ziehstufen reduziert wird.
Aktualisiert: 2022-02-08
> findR *

Im Gegensatz zum Ziehen kreisrunder Kragen, für das die Fachliteratur Verfahrenskennwerte und Berechnungsbeziehungen für zahlreiche Werkstoffe und einen relativ großen Abmessungsbereich bereithält, existieren für die Vorausberechnung, z. B. der maximalen Höhe und der Vorlochform und -abmessungen für unrunde Kragen, noch große Unsicherheiten.Dadurch werden oftmals Vorversuche und Erprobungsaufwand erforderlich bzw. kann es bei der Fertigung zu Rißbildung in den Kragenecken kommen.
Mit den Ergebnissen der abgeschlossenen Forschungsarbeit stehen für quadrat-, rechteck- und langlochförmige Kragen mit ebenem und einrißfreiem Rand Erfahrungswerte und Beziehungen zur Verfügung, die eine sichere Vorausberechnung der maximal erreichbaren Kragenhöhen und der zugehörigen Vorlochform und -abmessungen ermöglichen. Als Verfahrenskenngröße wurde analog der runden Kragen auch hier das Aufweitverhältnis verwendet, das definiert ist als Quotient aus Eckenradius des Kragens zu Eckenradius des Vorlochs.
Der Geltungsbereich der gewonnenen Erkenntnisse bezieht sich auf o. g. Kragen der Abmessungen 10 x 10 bis 40 x 80 mm mit verschieden großen Eckenradien und im Blechdickenbereich 0,6 bis 2,5 mm aus 5 häufig verwendeten Werkstoffen mit unterschiedlich großen Kaltverfestigungszuständen.
Aktualisiert: 2022-02-08
> findR *
Die experimentellen und numerischen Untersuchungen zeigen, dass die Vorbelastung eines Bleches den Reibkoeffizienten entscheidend beeinflusst. Mit geeigneten Werkzeugen für die definierte Vorbelastung wird die Reaktion auf die Art der Vorbelastung untersucht.
Die beschriebene Abhängigkeit des Reibkoeffizienten von der Vorbelastung ist vor allem auf das sich ändernde Schmierstoff-Rückhaltevermögen der Oberfläche zurückzuführen. Die ermittelten Reibzahldatensätze werden zur Verwendung in Simulationsmodellen aufbereitet.
Aktualisiert: 2019-10-09
> findR *

Zielsetzung dieses Vorhabens war es, aus der Analyse von charakteristischen Prozeßgrößenverläufen Aussagen über die jeweilige Qualität der erstellten Schweißpunkte zu gewinnen. Die Notwendigkeit dieser Untersuchung ist einerseits dadurch gegeben, daß beim Punktschweißen von Aluminium die Schweißqualität nur mit sehr großem Aufwand zu sichern ist, andererseits die Elektroden einem starken Verschleiß unterliegen.
Deshalb sind Maßnahmen zur Qualitätssicherung im Rahmen einer Serienfertigung in besonderem Maße erforderlich, zumal die in der industriellen Fertigung bei der Verarbeitung von ferritischen Stahlwerkstoffen üblicherweise eingesetzten Qualitätssicherungsmaßnahmen für Schweißungen an Fügeteilen aus Aluminium so nicht angewendet werden können.
Zusammenfassend kann festgestellt werden, daß sich nur Aluminiumwerkstoffe mit relativ geringen Streuungen der Oberflächenwiderstände unter praxisrelevanten Bedingungen für eine Beurteilung der Schweißqualität durch die Auswertung von Prozeßgrößenverläufen eignen. Stark unterschiedliche Kontaktwiderstandsverhältnisse zu Beginn einer Schweißung begünstigen das Auftreten von Spritzern und bewirken eine starke Streuung der übergangswiderstände, wodurch ein Erkennen störgrößenbedingter Änderungen des Meßsignals erschwert oder sogar unmöglich gemacht wird.
Aufgrund dargestellten Versuchsergebnisse muß eine Prozeßregelung, die alle üblicherweise in der industriellen Fertigung auftretenden Störgrößen in deren Auswirkungen auf die Schweißqualität durch ihr Eingreifen kompensiert, als vorerst nicht realisierbar angesehen werden.
Aktualisiert: 2022-02-08
> findR *

Die im Rahmen der vorliegenden Arbeit durchgeführten Untersuchungen hatten das Ziel, einen Beitrag zur Auslegung der Stadienfolge konischer Ziehteile zu leisten. Dabei stand die erste Ziehstufe als Ausgangspunkt für die weiteren Abstufungen im Vordergrund.
Einen Schwerpunkt der Arbeit stellte die Untersuchung über die Ziehverhältnisse dar. Um eine Vergleichbarkeit der Ziehverhältnisse schalenförmiger Hohlkörper mit den in der Literatur für senkrechte zylindrische Hohlkörper vorhandenen herzustellen wurde für rotationssymmetrische Ziehteile mit beliebig geformter Zarge eine Berechnungsmöglichkeit entwickelt, die es außerdem ermöglicht, genauer als bisher die Ziehbarkeit von schalenförmigen Ziehteilen zu beurteilen. Die Berechnungsgleichungen können leicht in ein Rechnerprogramm integriert werden.
Mit Hilfe einer Kräftezerlegung waren Ziehkraftanalysen für konische Ziehteile ein weiterer Untersuchungsschwerpunkt Dabei stellte sich heraus, daß in der Zarge derartiger Teile geometrisch bedingt höhere Kräfte auftreten, als vom Stempel aufgebracht werden. Dies führt bei ungünstiger Auslegung der ersten Ziehstufe zu unerwünschten Reißern. Über das für konische Teile kritische Versagenskriterium Falten 2. Art lassen die Kräfteverläufe allerdings keine Aussagen zu.
Für das Versagen durch Falten 2. Art lagen bisher nur wenige Erkenntnisse vor. Deshalb wurde in der vorliegenden Untersuchung dieses Versagenskriterium anhand von rotationssymmetrischen und rechteckigen konischen Ziehteilen untersucht. Im Vordergrund stand dabei die Herstellung durch Tiefziehen, da beim Streckziehen ein Versagen durch Falten 2. Art nicht auftritt. Es wurde jedoch auch festgestellt, daß durch ein abgestuftes Streckziehen eine Erhöhung der erreichbaren Ziehtiefe möglich ist.
Als die geeignetste Methode zur Bestimmung der Versagensgrenze durch Falten 2. Art stellte sich die Formänderungsanalyse heraus. Die Ergebnisse der Versuche zeigten Verläufe, die sich von denen zylindrischer Näpfe deutlich unterscheiden. Durch Erstellung eines experimentell ermittelten Grenzformänderungsschaubildes konnte die Versagensgrenze bestimmt werden. Die eingangs aufgestellte Vermutung, der Übergangsbereich zwischen Streck- und Tiefziehen sei kritisch, hat sich als richtig herausgestellt.
Der Übergangsbereich konnte für die verschiedenen Geometrien eingegrenzt werden.
Besonders für rechteckige Ziehteile konnte nachgewiesen werden, daß die Herstellung konischer Näpfe durch Tiefziehen im Erstzug nur sehr schwer möglich ist, da bereits sehr geringe tangentiale Stauchungen zu Falten zweiter Art führen.
Die Ergebnisse dieser Untersuchungen führen zu einer größeren Sicherheit bei der Auslegung der ersten Ziehstufe für Stadienfolgen schalenförmiger Ziehteile. ln einigen Fällen werden durch die Neuberechnung der Ziehverhältnisse möglicherweise auch Ziehstufen wegfallen können.
Aktualisiert: 2022-02-08
> findR *
Mit einem vernetzten Vorsteuerprogramm zur ganzheitlichen, prozessintegrierten Simulation von Servo- und Hydraulikpressen können bei der Programmierung der Stößelbewegung weitere Optimierungsparameter wie Outputmaximierung, Energieoptimierung, Erhöhung der Werkzeugstandzeit oder die Geräuschminimierung eingestellt werden.
Das entwickelte graphische Simulations- und Berechnungsprogramm integriert folgende Funktionen:
- Aufeinander abgestimmte Vorauslegung und Voroptimierung des Hubverlaufs der Presse und der Transferbewegungen
- Einbeziehung der Ergebnisse aus FE-Simulationen zur Berechnung des Kraftbedarfs der Umformung und Abgleich mit der Presse
- Anbindung an eine kommerzielle CAD-Software zur Kollisionsuntersuchung zwischen Presse, Werkstück und Transfer
- Reduzierung der Komplexität durch Visualisierung und Einbindung von Kontrollanzeigen für begrenzende Parameter
Aktualisiert: 2019-10-09
> findR *
Im Rahmen des Forschungsvorhabens wurden umfangreiche experimentelle Untersuchungen zum Rückfederungsverhalten von Feinblechen durchgeführt. An 5 typischen Blechwerkstoffen (Stähle und Aluminium) im Blechdickenbereich von 0,7 bis 1,5 mm wurden deformierte Tiefzieh und Streckziehversuche vorgenommen und anschließend die rückfederungsbedingten geometrischen Abweichungen ermittelt (Ausmessung auf einer 3D-Koordinatenmeßmaschine).
Die Versuche wurden durch eine FEM-Simulation mit den Programmen LS-DYNA3D (Umformvorgang) und LS-NIKE3D (Rückfederungsvorgang) begleitet.
Nach der Charakterisierung der Werkstoffeigenschaften durch eine Vielzahl von Kennwerten wurde deren Einfluß auf Art und Größe der Rückfederungserscheinungen an Tiefzieh- und Streckziehteilen ermittelt. Dominierende Werkstoffkenngrößen für das Rückfederungsergebnis sind die Streckgrenze, der n-Wert, die Anisotropie und der E-Modul. Letzterer ist auch verformungsabhängig, wie gezeigt werden konnte, so daß diese Abhängigkeit bei neuen Software Programmen zur Vorausberechnung der Rückfederung berücksichtigt werden sollte.
Eine Wichtung zum Anteil der gesamten Werkstoffkennwerte am Rückfederungsergebnis zeigt in etwa eine gleichmäßige Verteilung, wobei auch werkstoffspezifische Unterschiede erkennbar sind. So prägt bei Aluminium vor allem der Elastizitätsmodul das Rückfederungsverhalten, während bei den Stahlwerkstoffen die Streckgrenze und der Verfestigungsexponent hervorzuheben sind.
Auf die Rückfederung hat weiterhin die Werkstückgeometrie Einfluß. Unterschiedliche Probenbreiten, Blechdicken und deren Verteilung nach der Umformung sowie verschiedenartige Formänderungszustände (bei unterschiedlichen Ziehtiefen bzw. Beulhöhen) führen zu einer großen Breite von Rückfederungserscheinungen (spezifische Winkel-, Höhen- und Radienabweichungen an Tiefzieh- und Streckziehteilen).
Es wurde gezeigt, daß Proben quer zur Walzrichtung die höchsten rückfederungsbedingten geometrischen Abweichungen aufweisen und daß bei Verwendung von Teflonfolie als Schmiermittel die Rückfederungswerte kleiner werden.
Erhöhte Niederhalterkräfte führen beim Tiefziehen zu genauer ausgeformten Teilen.
Niederhalterkräfte, mittels denen eine kombinierte Tiefzieh- und Streckziehbeanspruchung realisiert wurde, führen zu höheren Rückfederungswerten im Vergleich mit dem reinen Streckziehen.
Die theoretische Vorhersage der Rückfederung beim Tief- und Streckziehen mittels numerischer Simulation zeigt zum Teil gute Übereinstimmungen, aber auch noch größere Abweichungen.
Deshalb wurden Anforderungen und Weiterentwicklungen der FEM-Simulation von Tief zieh- und Streckzieh-Umformvorgängen mit Rückfederung abgeleitet Schließlich wurden grundsätzliche Maßnahmen zur Reduzierung der Rückfederung, beim Tief und Streckziehen, Schlußfolgerungen für die Bewertung und Einordnung von Rückfederungserscheinungen und Ansatzpunkte für dringend erforderliche weitern Forschungsarbeiten aufgezeigt.
Aktualisiert: 2022-02-08
> findR *

Im ersten Schritt dieser Untersuchung wurde ein Vergleich mehrerer auf dem Markt erhältlicher Oberflächenmeßgeräte durchgeführt. Neben dem Tastschnittgerät sind zwei optische 3D-Meßgeräte, die die Oberfläche mit einem Infrarot-Laser erfassen und ein weiteres optisches 3D-Meßgerät, das nach dem Prinzip der Streifenprojektion arbeitet, in die Untersuchung mit einbezogen worden.
Dabei zeigte sich, daß die erhaltenen Meßergebnisse sehr stark sowohl vom gewählten Meßgerät bzw. Geräteprinzip als auch von den wahlweise einstellbaren Meßparametern der einzelnen Geräte (Meßfeld, cut-off ... ) abhängen. Favorisiert wurde schließlich das nach dem Prinzip der Streifenprojektion arbeitende Meßgerät, da es aufgrund seiner Meßzeit von weniger als 100 ms und der daraus folgenden geringen Störungsanfälligkeit hervorragende Perspektiven für den industriellen Einsatz bietet.
Hauptziel der vorliegenden Arbeit war es, ein Verfahren bzw. eine Methode zu entwickeln, mit der es schnell und einfach möglich ist, das tribologische Verhalten verschiedener Oberflächenstrukturen von Feinblechen beschreiben zu können. Da mit den im Tastschnittverfahren gewonnenen linienförmigen Rauheitsparametern keine eindeutige Charakterisierung der vorliegenden Oberflächenstrukturen möglich ist, wurde der völlig neue Weg beschritten, aus einer dreidimensionalen Darstellung der Oberflächentopographie Kenngrößen abzuleiten.
Aktualisiert: 2022-02-08
> findR *

Die hier vorliegende Arbeit hatte zum Ziel, das tribologische Verhalten verschiedener oberflächenveredelter Aluminiumblechvarianten zu ermitteln. Zum Einsatz kamen die Modellversuche Streifenziehversuch ohne Unilenkung und der am Institut entwickelte modifizierte Duncan-Shabel-Test. Insgesamt standen zehn verschiedene Beschichtungsvarianten zur Verfügung.
Die Chromatierung bietet bei der Ziehteileherstellung nur geringfügige tribologische Vorteile, wohingegen eine Phosphatierung oder eine künstliche Anodisation der Oberfläche ein besseres Adhäsionsverhalten gegenüber dem unbeschichteten Aluminiumblech zur Folge haben.
Chromfreie Konversionsbehandlungen sind aufgrund der sehr dünnen Schicht ebenfalls anfällig für das Auftreten von Adhäsionserscheinungen.
Demgegenüber erscheinen Bonazinc-Beschichtungen aus ziehtechnischer Sicht sehr interessant. Selbst bei hohen Flächenpressungen unter dem Niederhalter bricht das Tribosystem nicht zusammen und es kommt nicht zu Kaltverschweißungen zwischen Blech und Werkzeug. Je nach Beschichtungsart bzw. Wahl der Bonazinc-Beschichtungsvariante ergeben sich unter sonst gleichen Bedingungen unterschiedliche Reibungszahlen. Diese Reibungszahlen sind vergleichsweise hoch.
Die auf Acrylatbasis hergestellte organische Beschichtungsvariante Wasserprimer ist aufgrund der Ergebnisse eine interessante Alternative zu Bonazinc, insbesondere auch deshalb, weil es sich hierbei um einen elektrisch leitfähigen Primer handelt.
Die aus Polyurethan hergestellte Beschichtungsvariante Chip-resistent zeigt ebenfalls ein gutes Reibungs- und Adhäsionsverhalten, die Steuerung des Materialflusses unter dem Niederhalter wird bei Verwendung dieser Variante allerdings schwierig.
Bei allen Beschichtungsvarianten ist eine genaue Abstimmung des Werkzeugwerkstoffes und der Legierungselemente des eingesetzten Schmierstoffes erforderlich. Es lassen sich keine generellen Aussagen über optimale Schmierstoffe und Werkzeugwerkstoffe machen.
Im weiteren Schritten muss eine genaue Untersuchung des Tiefziehverhaltens oberflächenveredelter Aluminiumbleche vorgenommen werden. Neben dem tribologischen Verhalten müssen Gesichtspunkte wie
• Haftung der Schicht beim Umformen
• Abrieb, Verschleiß
• Lackierverhalten
• Reproduzierbarkeit der Beschichtung
• Fügetechnik
• Verträglichkeit mit anderen Werkstoffen
beachtet werden.
Aktualisiert: 2022-02-08
> findR *

Die Bedeutung und der Einsatz oberflächenveredelter Feinbleche in den verschiedenen Anwendungsbereichen nimmt vor allem im Hinblick auf die Notwendigkeit der Verbesserung des Korrosionsschutzes im Zuge des fortschreitenden Leichtbaues, hauptsächlich in der Automobilindustrie, stetig zu. Dabei stehen sowohl die funktionellen Eigenschaften des Stahles als Trägerwerkstoff als auch die Eigenschaften der Beschichtungswerkstoffe mit ihren ganz speziellen Problemen im Vordergrund.
Zink ist für Stahl ein guter Korrosionsschutz aufgrund der kathodischen Oberfläche und an Schutzwirkung an Verletzungen den Schnittkanten. Zink zeigt günstiges elektrochemisches Abscheideverhalten der ein aus verschiedenen wässrigen Lösungen, was für eine elektrolytische Oberflächenveredeleunq vorteilhaft ist.
Gleichzeitig eignet sich Zink aufgrund des geringen Schmelzpunktes aber auch hervorragend für eine Schmelztauchveredelung. Zink ist deshalb heute der wesentliche Überzugswerkstoff für Stahlfeinblech, wenn es um Korrosionsschutz geht.
Zusammen mit den Untersuchungen des mechanischen Festigkeitsverhaltens und der Analyse des Formänderungsvermögens der untersuchten Werkstoffe lässt sich Folgendes zusammenfassen:
Das mechanische Verhalten und die auftretenden Formänderungen oberflächenveredelter Feinbleche werden hauptsächlich vom Trägerwerkstoff bestimmt. Die auftretenden Formänderungen werden dabei nur durch die Reibungsverhältnisse geringfügig beeinflusst. Sie werden vorwiegend vom Überzugswerkstoff, aber auch vom Werkstoff des Reibungspartners beeinflusst. Hier kann durch richtige Werkstoffauswahl eine günstige Kombination gefunden werden. Schmierstoffe verringern die auftretenden Reibzahlen.
Für das Versagen der Oberflächenschichten durch Abrieb konnte die Versagensgrenze ermittelt werden. Die Fließgrenze des Beschichtungswerkstoffes sollte durch die auftretenden Normalspannungen, d.h. durch die Flächenpressung im Flansch und an der Ziehkante, nicht überschritten, möglichst sogar nicht erreicht werden.
Diese neu gewonnen Erkenntnisse können in die bisher bekannten und angewendeten Ansätze zur Bestimmung der Versagensgrenze beim Tiefziehen integriert werden und leisten so einen Beitrag zur Verkürzung der Auslegungs- und Vorbereitungsphase bei der Herstellung von Tiefziehteilen.
Aktualisiert: 2022-02-08
> findR *

Für die optimale Zugabstufung und Maschinenauslastung bei der Herstellung abgesetzter Ziehteile ist die Berechnung des Kraft-Weg-Verlaufs auch für Weiterzüge erforderlich. Bisher wurden in der Literatur Berechnungsmodelle zur Berechnung von Kraft-Weg-Verläufen unter Nutzung der elementaren Methode nur für die erste Ziehstufe bekannt...
In der vorliegenden Arbeit wird auf der Grundlage der elementaren Plastizitätstheorie ein Modell zur Berechnung der Stempelkraft in Abhängigkeit vom Stempelweg für das Tiefziehen im Weiterzug aufgestellt. Bei der Modellbildung wird die Stempelkraft in:
die ideellen Ziehkraftanteile FID1 bis FID3,
• die Biegekraftanteile FB1 bis FB4,
• die Reibkraftanteile FsRN und FsRZ an der Niederhalterkante und an der Ziehringkante sowie
• die Reibkraftanteile FRN durch die Niederhalterkraft FN und FRT durch Tangentialspannung, resultierend aus der Flanschumformung am Ziehringkonus, zerlegt, welche in definierten Bereichen und an definierten Stellen der Umformzone je nach Beanspruchung des Blechwerkstoffs angesetzt werden.
Zur Ableitung der Berechnungsbeziehungen für die Einzelkraftanteile werden bekannte Ansätze aus der Literatur an die im Weiterzug vorliegenden Bedingungen angepaßt. Weiterhin wird berücksichtigt, daß sich die Kraftanteile, ausgehend vom Ziehteilrand, in Richtung des Ziehstempels überlagern.
Aktualisiert: 2022-02-08
> findR *

Die Verfahrenskombination des wirkmedienbasierten Presshärtens ist für verschiedene Werkstoffe anwendbar, wobei Festigkeiten von 1.150 N/mm² bis zu 1.870 N/mm² bei sehr hohen Formgenauigkeiten erzielt werden. Abhängig von Werkstoff und Temperaturregime können komplexe Bauteilgeometrien mit Innendrücken zwischen 20 – 70 MPa vollständig ausgeformt werden, was etwa einem Drittel des Innendruckes für vergleichbare Geometriemerkmale bei Raumtemperatur entspricht.
Ein analytisches Modell beschreibt die funktionellen Zusammenhänge zwischen Eingangsgrößen (Werkzeugtemperatur, Druckaufbaugeschwindigkeit, maximaler Innendruck, Ofentemperatur) und Ausgangsgrößen (Härte, Bauteilradien, Bauteilversagen) beschreibt. Der IHU-Presshärte- Prozess lässt sich robust führen, was an Hand der mit hoher Wiederholgenauigkeit reproduzierbaren Bauteileigenschaften (Festigkeit, Härte, Formgenauigkeit) nachweisbar ist.
Mit einem kalkulierten Einsparpotenzial von bis zu 15 Prozent kann dieses Verfahren im Vergleich zu mehrstufigen IHU-Prozessen wirtschaftlich arbeiten und wird damit auch für Werkzeug- und Anlagenbauer interessant, da mit steigendem Bedarf an pressgehärteten, rohrbasierten Bauteilen auch der Bedarf an Fertigungsmitteln steigt.
Aktualisiert: 2019-10-09
> findR *
Bei Edelstahlwerkstoffen, die beim Scherschneiden geringe Schnittflächenqualitäten, starke Gratbildung und hohe Werkzeugbelastungen aufweisen, kann eine hohe Schneidgeschwindigkeit die Bauteilqualität steigern.
Der Einfluss auf geometrische Schnittkanteneigenschaften wie Einzug, Glattschnittanteil, Schnittgrat usw. fällt im Blechdickenbereich bis 1,5mm relativ gering aus, ist aber hinsichtlich nichtgeometrischer Schnittkanteneigenschaften (Randverfestigung) bei allen untersuchten Werkstoffdicken hoch.
Für die nachgelagerte Umformoperation „Kragenziehen“ wird generell der Einfluss des Vorlochens auf die Kragenqualität deutlich. Die Kaltverfestigung im Schnittkantenbereich wird z.B. durch hohe Schneidgeschwindigkeit, scharfe Schneidkanten, großen Schneidspalt gezielt herabgesetzt und verringert Rissbildungen im Randbereich.
Aktualisiert: 2019-10-09
> findR *
MEHR ANZEIGEN
Bücher zum Thema Feinbleche
Sie suchen ein Buch über Feinbleche? Bei Buch findr finden Sie eine große Auswahl Bücher zum
Thema Feinbleche. Entdecken Sie neue Bücher oder Klassiker für Sie selbst oder zum Verschenken. Buch findr
hat zahlreiche Bücher zum Thema Feinbleche im Sortiment. Nehmen Sie sich Zeit zum Stöbern und finden Sie das
passende Buch für Ihr Lesevergnügen. Stöbern Sie durch unser Angebot und finden Sie aus unserer großen Auswahl das
Buch, das Ihnen zusagt. Bei Buch findr finden Sie Romane, Ratgeber, wissenschaftliche und populärwissenschaftliche
Bücher uvm. Bestellen Sie Ihr Buch zum Thema Feinbleche einfach online und lassen Sie es sich bequem nach
Hause schicken. Wir wünschen Ihnen schöne und entspannte Lesemomente mit Ihrem Buch.
Feinbleche - Große Auswahl Bücher bei Buch findr
Bei uns finden Sie Bücher beliebter Autoren, Neuerscheinungen, Bestseller genauso wie alte Schätze. Bücher zum
Thema Feinbleche, die Ihre Fantasie anregen und Bücher, die Sie weiterbilden und Ihnen wissenschaftliche
Fakten vermitteln. Ganz nach Ihrem Geschmack ist das passende Buch für Sie dabei. Finden Sie eine große Auswahl
Bücher verschiedenster Genres, Verlage, Autoren bei Buchfindr:
Sie haben viele Möglichkeiten bei Buch findr die passenden Bücher für Ihr Lesevergnügen zu entdecken. Nutzen Sie
unsere Suchfunktionen, um zu stöbern und für Sie interessante Bücher in den unterschiedlichen Genres und Kategorien
zu finden. Unter Feinbleche und weitere Themen und Kategorien finden Sie schnell und einfach eine Auflistung
thematisch passender Bücher. Probieren Sie es aus, legen Sie jetzt los! Ihrem Lesevergnügen steht nichts im Wege.
Nutzen Sie die Vorteile Ihre Bücher online zu kaufen und bekommen Sie die bestellten Bücher schnell und bequem
zugestellt. Nehmen Sie sich die Zeit, online die Bücher Ihrer Wahl anzulesen, Buchempfehlungen und Rezensionen zu
studieren, Informationen zu Autoren zu lesen. Viel Spaß beim Lesen wünscht Ihnen das Team von Buchfindr.