Thermisch unterstütztes Clinchen von Blechen und Bauteilen aus Magnesium-Knetlegierungen
Sven Bräunling, Eckart Doege, Sven Hübner, Volker Thoms
Zur Umsetzung des automobilen Karosserieleichtbaus ist besonders gut der Werkstoff Magnesium aufgrund seiner geringen Dichte im Vergleich zu anderen Werkstoffen wie z.B. Stahl geeignet. Neben der Umformung von Magnesium, speziell Magnesiumblechen, spielt das Fügen der Bauteile eine entscheidende Rolle. Da Magnesium stofflich nicht fügbar ist, gewinnen umformtechnische Fügeverfahren wie das Durchsetzfügen zunehmend an Bedeutung.
Magnesium muss sowohl zum Umformen mittels Tiefziehen als auch zum Fügen mittels Durchsetzfügen temperiert werden, da Magnesium bei Raumtemperatur nur ein eingeschränktes Umformvermögen besitzt.
Es wurden verschiedene Methoden zur Temperierung des Durchsetzungsprozesses untersucht. Mit ausgewählten Temperierungsmethoden wurden zwei Anlagentechniken entwickelt und realisiert. Am IFUM in Hannover wurde der Fügeprozess konduktiv erwärmt, es wurde dabei das Fügesystem der Firma Eckold eingesetzt. Am LUT in Dresden wurde die Fügestelle mittels elektrischer Widerstandserwärmung erwärmt. Es kam das Fügesystem der Firma TOX zum Einsatz.
Es wurden optimale Prozessparameter zum temperierten Durchsetzfügen von Magnesiumblechen ermittelt. Das Hauptkriterium war die erforderliche Heizzeit zum Erwärmen der Fügestelle, die im Rahmen der Anlagenentwicklung minimiert wurde.
Die Heizzeit zur Herstellung von Fügepunkten mit den besten Verbindungseigenschaften beträgt bei beiden realisierten Anlagetechniken ca. 6 Sekunden. Für das Durchsetzfügen der Magnesiumknetlegierungen MgAl3Zn1 (AZ31) und MgAl6Zn1 (AZ61) ist dabei eine Temperierung des Fügeprozesses auf T = 250°C erforderlich.
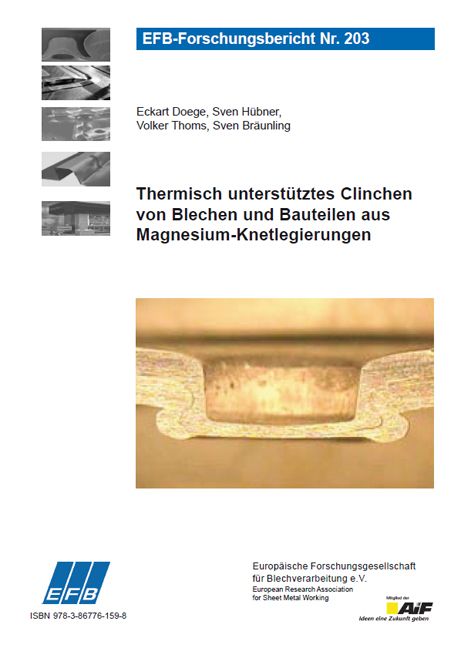
Die Fügepunktqualität wurde im Hinblick auf die geometrische Ausbildung der Fügestelle, die Charakterisierung des Werkstoffverhaltens, die Verbindungsfestigkeit und die Korrosionsanfälligkeit ermittelt.
Darüber hinaus wurden Bauteile mittels Tiefziehen hergestellt, um den Einfluss von Vorverfestigungen auf den anschließenden Fügeprozess zu ermitteln. Es hat sich gezeigt, dass zum Fügen der Bauteile im Bodenbereich ein höhere Temperierung von T > 275°C erforderlich ist, als im Flanschbereich (T = 250°C).
































